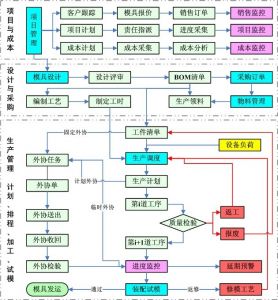
一、計劃進(jìn)度
智能排程、電子派工
傳統(tǒng)流程下,通常計劃員根據(jù)自己判斷安排生產(chǎn)計劃,導(dǎo)致計劃跟產(chǎn)能脫節(jié),車間班組長需經(jīng)常調(diào)整生產(chǎn)計劃,整天忙于應(yīng)付生產(chǎn)異常,導(dǎo)致計劃形同虛設(shè)。微締MES精益制造管理系統(tǒng)中生產(chǎn)任務(wù)根據(jù)訂單進(jìn)行分解或從ERP的主生產(chǎn)計劃進(jìn)行導(dǎo)入,智能排程系統(tǒng)將主生產(chǎn)計劃分解到每道工序,并自動分析適用設(shè)備,然后根據(jù)設(shè)備產(chǎn)能及負(fù)荷情況自動計算預(yù)計完工日期,對超出能力的需求自動預(yù)警提示,電子派工系統(tǒng)可將生產(chǎn)指令直接派工到對應(yīng)設(shè)備上。從而提高生產(chǎn)計劃的準(zhǔn)確性和可執(zhí)行性。
進(jìn)度監(jiān)控 、在線調(diào)度
傳統(tǒng)流程下,統(tǒng)計員每天下班前統(tǒng)計生產(chǎn)數(shù)量,制作生產(chǎn)報表,反映生產(chǎn)進(jìn)度,遞交生產(chǎn)管理人員,信息反饋延遲一天以上,導(dǎo)致生產(chǎn)異常情況處理不及時,效率低下,而微締MES精益制造管理系統(tǒng)通過數(shù)據(jù)終端自動采集生產(chǎn)數(shù)量,實時反映生產(chǎn)進(jìn)度,并根據(jù)預(yù)先設(shè)置的閾值,監(jiān)控系統(tǒng)對設(shè)備狀態(tài)異常、負(fù)荷超載、合格率、進(jìn)度提前或滯后進(jìn)行預(yù)警,計劃員根據(jù)預(yù)警提示對現(xiàn)場情況及時跟蹤處理和調(diào)度,保證生產(chǎn)計劃按時完成。對違反工藝規(guī)定、 違反生產(chǎn)指令的情況,通過調(diào)度系統(tǒng)直接鎖定車間的生產(chǎn)設(shè)備,以確保質(zhì)量、提高訂單達(dá)成率、減少在制品,真正實現(xiàn)令行禁止,大大提高生產(chǎn)效率。
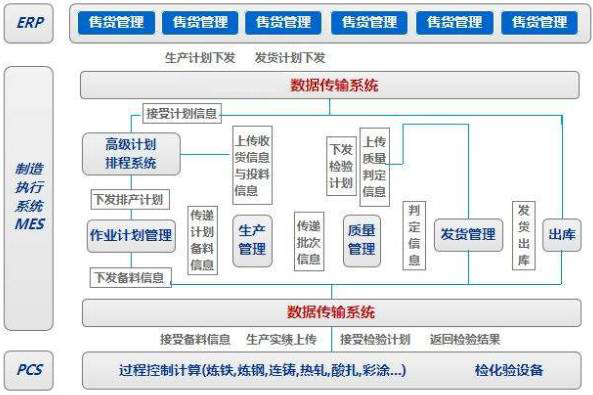
標(biāo)準(zhǔn)接口、開放集成
具有開放的標(biāo)準(zhǔn)接口和AP以便與ERP、PDM等系統(tǒng)集成,實現(xiàn)ERP、PDM中工單工藝下發(fā),生產(chǎn)執(zhí)行數(shù)據(jù)、資源消耗數(shù)據(jù)上傳ERP系統(tǒng),將ERP生產(chǎn)計劃延伸到生產(chǎn)設(shè)備、員工級別。
二、設(shè)備管理
實時狀態(tài)、全面監(jiān)控
傳統(tǒng)車間生產(chǎn)情況通過班組長每時每刻巡視,人工觀察生產(chǎn)情況,然而車間越來越大,設(shè)備眾多,管理人員無法全部看清設(shè)備情況。MES精益制造管理系統(tǒng)通過數(shù)據(jù)終端與生產(chǎn)設(shè)備相連,自動偵測設(shè)備的各類運(yùn)行狀態(tài),如關(guān)機(jī)、開機(jī)停工、開機(jī)調(diào)試、開機(jī)加工等,一目了然,點(diǎn)擊設(shè)備圖標(biāo),可以詳細(xì)獲悉該設(shè)備正在加工的產(chǎn)品及進(jìn)度,對延后計劃進(jìn)行預(yù)警提示。并支持在各種顯示媒介(數(shù)據(jù)終端、電腦、電子看板、手機(jī)等)上顯示各區(qū)域的設(shè)備狀態(tài)。
停機(jī)報告、激活生產(chǎn)
當(dāng)設(shè)備發(fā)生停機(jī)時,系統(tǒng)會在數(shù)據(jù)終端上提示報告停機(jī)代碼(如故障01,缺料02,輔助工作03等),同時設(shè)備處于被鎖定狀態(tài),要求報告停機(jī)原因,只有按規(guī)定報告之后設(shè)備才能解鎖進(jìn)入加工狀態(tài)。
當(dāng)停機(jī)代碼通過制造物聯(lián)系統(tǒng)絡(luò)傳送到服務(wù)器后,系統(tǒng)通過短信平臺發(fā)送手機(jī)短信到當(dāng)班責(zé)任人手機(jī)(3秒內(nèi)可收到),相關(guān)責(zé)任人對事件須及時響應(yīng)和處理,超響應(yīng)或處理時限信息會自動轉(zhuǎn)發(fā)到更高一級管理人員手機(jī)上,責(zé)成相關(guān)責(zé)任人進(jìn)行處理。該機(jī)制提高了事件響應(yīng)速度,減少因不及時處理導(dǎo)致生產(chǎn)停工等現(xiàn)象的發(fā)生,保障了生產(chǎn)計劃和進(jìn)度的按時完成,提高設(shè)備利用率和計劃達(dá)成率。
設(shè)備聯(lián)網(wǎng)、程序共享
傳統(tǒng)數(shù)控程序的管理只是保存在加工中心本地,當(dāng)車床本身異常時會導(dǎo)致本地數(shù)據(jù)丟失,當(dāng)有新版本更新時會覆蓋原有版本,當(dāng)有多臺設(shè)備加工同一臺產(chǎn)品時需要人工通過U盤、數(shù)據(jù)線傳輸加工程序及參數(shù),增加重復(fù)的人工勞動等。傳統(tǒng)的程序管理不能實現(xiàn)程序集數(shù)據(jù)的實時共享,會出現(xiàn)程序、參數(shù)數(shù)據(jù)的丟失,增加車間管理的難度。
微締MES精益制造管理系統(tǒng)通過MES精益制造管理系統(tǒng)終端實現(xiàn)加工程序及參數(shù)的上傳和下載,并通過權(quán)限識別進(jìn)行分級管理。其中數(shù)控的程序集參數(shù)與產(chǎn)品的工藝進(jìn)行綁定,當(dāng)設(shè)備接收到生產(chǎn)任務(wù)(電子工單)后,相應(yīng)的NC加工程序、加工參數(shù)會隨電子工單下發(fā)到設(shè)備;當(dāng)在加工過程中程序或參數(shù)有修改,制造物聯(lián)系統(tǒng)終端會把加工程序上傳到數(shù)據(jù)服務(wù)器并創(chuàng)建新的版本;當(dāng)生產(chǎn)任務(wù)加工完成時,系統(tǒng)會自動傳回加工程序及參數(shù)并存檔。
通過程序管理實現(xiàn)了NC程序的實時共享,確保程序、參數(shù)的安全保存,減少了重復(fù)的人工操作,從而提高程序管理的效率,降低管理成本。
分類統(tǒng)計、責(zé)任明確
有了實時采集的數(shù)據(jù)支持,通過對各時段停機(jī)事件的匯總,對產(chǎn)能損失大小按責(zé)任進(jìn)行分類排列統(tǒng)計,并以直觀圖表方式展示,使生產(chǎn)決策人員能夠分清改進(jìn)的輕重緩急,有的放矢。
三、工藝監(jiān)控
品質(zhì)是產(chǎn)品的生命線,而工藝對于產(chǎn)品品質(zhì)至關(guān)重要。企業(yè)苦于缺乏工藝參數(shù)采集的手段而聽天由命,抑或疲于人員的紙質(zhì)抄錄統(tǒng)計又繁瑣不便甚至數(shù)據(jù)失真,導(dǎo)致工程師無從準(zhǔn)確分析質(zhì)量與工藝參數(shù)的關(guān)系,難以保證產(chǎn)品的改善和穩(wěn)定。
微締MES精益制造管理系統(tǒng)的工藝監(jiān)控功能支持對生產(chǎn)設(shè)備的工藝參數(shù)和加工節(jié)拍進(jìn)行全天候的自動采集,并進(jìn)行深度的數(shù)據(jù)分析和挖掘,實時動態(tài)展現(xiàn)參數(shù)的運(yùn)動軌跡,成為工廠質(zhì)量改善、穩(wěn)定和精益制造的利器。
實時監(jiān)控、偏差預(yù)警
經(jīng)過多年技術(shù)積累,采用先進(jìn)的制造物聯(lián)系統(tǒng)通訊技術(shù),集成I/O、RS232、RS485、RJ45等數(shù)據(jù)通訊接口,能適應(yīng)絕大部分類型的生產(chǎn)設(shè)備。
系統(tǒng)實現(xiàn)了數(shù)字化設(shè)備的標(biāo)準(zhǔn)化采集并集成通訊控制協(xié)議,如西門子數(shù)控和Fanuc數(shù)控等;系統(tǒng)支持主流PLC和驅(qū)動器的數(shù)據(jù)采集,如西門子PLC、三菱PLC、歐姆龍PLC等;系統(tǒng)也支持各種O/I模塊、模擬量和開關(guān)量儀器儀表等檢測設(shè)備的數(shù)據(jù)采集。
進(jìn)而,系統(tǒng)根據(jù)提取的加工過程中的實際工藝參數(shù)與工藝要求進(jìn)行比較,以監(jiān)控生產(chǎn)過程是否在受控的條件下進(jìn)行,偏離即產(chǎn)生報警或提示,以監(jiān)控人為因素導(dǎo)致的工藝參數(shù)調(diào)整和機(jī)器因素導(dǎo)致的過程漂移。全程自動監(jiān)視完全代替?zhèn)鹘y(tǒng)管理方法中的一部分過程審核工作和工藝紀(jì)律檢查。
知識積累、工藝改善
產(chǎn)品質(zhì)量由三個階段的質(zhì)量決定,產(chǎn)品設(shè)計、工藝設(shè)計和生產(chǎn)制造過程,其中穩(wěn)健工藝設(shè)計/改善的傳統(tǒng)做法是實驗研究(DOE),需要做大量的實驗,收集龐大的數(shù)據(jù)進(jìn)行分析,耗時耗財,一般企業(yè)很難做到。平時生產(chǎn)中雖有大量的工藝數(shù)據(jù),但都存在于設(shè)備上,由于采集和處理的困難,白白浪費(fèi)掉了。有了MES精益制造管理系統(tǒng),通過數(shù)據(jù)終端采集設(shè)備中平時生產(chǎn)的工藝數(shù)據(jù),進(jìn)行對比分析,再對空缺數(shù)據(jù)進(jìn)行補(bǔ)充實驗,摸清工藝與質(zhì)量的關(guān)系,“變廢為寶”為自身產(chǎn)品的生產(chǎn)提供準(zhǔn)確及時的數(shù)據(jù)支持,是一種投入產(chǎn)出比極高的技術(shù)手段。同時,如果產(chǎn)生不良異常,也可追溯還原生產(chǎn)設(shè)備的工藝技術(shù)參數(shù),找出問題點(diǎn),以免同類不良再次發(fā)生。
四、物料監(jiān)控
按需配送、綁定工單
車間物控人員根據(jù)機(jī)臺作業(yè)計劃和進(jìn)度按需配送物料,轉(zhuǎn)入機(jī)臺的物料通過安裝在機(jī)臺上的數(shù)據(jù)終端掃描讀入,并與生產(chǎn)指令核對,發(fā)現(xiàn)物料不符會提示料錯,相符會接受數(shù)據(jù),同時將物料屬性和來源與生產(chǎn)指令綁定,以便后續(xù)跟蹤物料和精細(xì)核算產(chǎn)品的物料成本。
轉(zhuǎn)序便利、全程追溯
帶有工序條碼信息的流程卡連結(jié)著在制品的流轉(zhuǎn),工序間的轉(zhuǎn)入/轉(zhuǎn)出通過流程卡在數(shù)據(jù)終端上的掃描,將物料和流經(jīng)的工位信息結(jié)合起來,可輕易實現(xiàn)物料跟蹤和產(chǎn)品質(zhì)量的追溯分析。
在線預(yù)警、快速響應(yīng)
通過數(shù)據(jù)終端對設(shè)備運(yùn)行的監(jiān)控,物料消耗進(jìn)程被實時核減,并在電腦和電子看板上得到實時顯示需求數(shù)量、欠料數(shù)量和工位上剩余物料的可加工時間,對工位待加工料低于設(shè)定值的機(jī)臺發(fā)出預(yù)警。對預(yù)警缺料和報警缺料信息除在電腦和電子看板上顯示外,還會通過手機(jī)短信發(fā)出,當(dāng)班責(zé)任人必須及時響應(yīng)和處理,超過規(guī)定的時限 短信會自動逐級轉(zhuǎn)發(fā)其上一級領(lǐng)導(dǎo)。
五、人員監(jiān)控
權(quán)限設(shè)定、鎖機(jī)驗證
車間不同職責(zé)員工對應(yīng)不同的操作權(quán)限,此類權(quán)限下載到數(shù)據(jù)終端后,任何員工要執(zhí)行調(diào)試、加工、檢驗、維修等過程,均需刷卡驗證,無權(quán)限的人員就不能執(zhí)行相應(yīng)的操作,防止無證操作引起的安全事故和數(shù)據(jù)失真。有權(quán)限的操作人員其身份信息就與接下來的工作結(jié)果綁定,發(fā)送到系統(tǒng)服務(wù)器,進(jìn)入數(shù)據(jù)庫,實現(xiàn)人與事的綁定,以便準(zhǔn)確統(tǒng)計每位員工的工作成果,避免了原來手工統(tǒng)計所帶來的數(shù)據(jù)失真、延遲等弊端,簡化車間繁重的薪酬核算工作量。
人員狀態(tài)、實時呈現(xiàn)
通過部署于生產(chǎn)現(xiàn)場各個點(diǎn)上的數(shù)據(jù)終端采集的人員信息,包括了位置、身份、到崗時間、開工時間等信息被系統(tǒng)自動標(biāo)注到工廠的場地平面圖上,可通過電腦、電子顯示屏等媒介輸出顯示,以便相關(guān)管理人員觀察查詢?nèi)藛T分布、缺勤情況和工作狀態(tài)。
績效客觀、激勵公平
通過數(shù)據(jù)終端采集的人員與事務(wù)綁定的原始數(shù)據(jù),經(jīng)過軟件的分類匯總計算得出的績效真實客觀,通過對同時間段不同地點(diǎn)、崗位人員繢效的排序比對,可以發(fā)現(xiàn)績效低的員工的技能培訓(xùn)需求,也為工廠實施公平有效的激勵提供了客觀詳盡的數(shù)據(jù)支持。
六、質(zhì)量監(jiān)控
全程監(jiān)控、質(zhì)量無憂
當(dāng)過程發(fā)生變化(人、機(jī)、料、法、環(huán)、測),系統(tǒng)自動計時,在數(shù)據(jù)終端和電子看板上提醒首檢,檢驗員刷卡后輸入檢驗結(jié)果,逾期(可設(shè)定時間)未輸入則鎖機(jī)并發(fā)出報警,直至有資格的人員輸入檢驗結(jié)果后才能解鎖,繼續(xù)進(jìn)行加工。巡檢的機(jī)制則是從檢驗結(jié)果輸入的那一刻開始計時,到達(dá)設(shè)定時間間隔如果沒有檢驗結(jié)果的輸入則鎖機(jī)和報警。檢驗結(jié)果可以是自動機(jī)檢、人工檢輸入合格/不合格、也可以是輸入每個檢驗項目的具體檢驗數(shù)值。
在線統(tǒng)計、缺陷追溯
在報工界面可以對工單針對合格數(shù)、不良數(shù)、工廢數(shù)、料廢數(shù)、其他進(jìn)行在線統(tǒng)計;在缺陷總覽界面可以對工單的缺陷數(shù)量、類型、發(fā)生時間、操作員等進(jìn)行追溯查詢。
七、工裝夾具監(jiān)控
工具壽命管理主要指刀具、模具、夾具等工具的壽命管理。以刀具的壽命管理為例,主要有壽命定義、刀具清單、刀具的領(lǐng)用及歸還、在線刀具追蹤、刀具壽命統(tǒng)計、刀具壽命提醒,以及強(qiáng)制刃磨和換刀等功能。
壽命統(tǒng)計、自動預(yù)警
傳統(tǒng)的刀模具管理系統(tǒng)只對刀模具的出入庫及庫存情況進(jìn)行管理,不能統(tǒng)計和管理刀模具的壽命。實際情況是制造型企業(yè)大都是計件工資,生產(chǎn)員工關(guān)心生產(chǎn)數(shù)量卻很少關(guān)心刀模的壽命,如果不及時進(jìn)行刃磨(修模)或換刀(換模)操作,可能會影響產(chǎn)品質(zhì)量和刀模具壽命。
微締MES精益制造管理系統(tǒng)刀模具管理可以定義每一個產(chǎn)品、工序的刀具清單、可磨次數(shù)、耐用度,實際開始生產(chǎn)時自動累計刀模具的使用次數(shù)。根據(jù)預(yù)先定義的壽命,系統(tǒng)自動提醒(或強(qiáng)制)刃磨、維修和更換,從而減少因為刀模具引 起的質(zhì)量問題。
落實制度、規(guī)范流程
刀模具是影響產(chǎn)品質(zhì)量的關(guān)鍵因素,企業(yè)對刀模具管理有明確的制度,但缺乏管理手段,執(zhí)行結(jié)果難以考核。
微締MES精益制造管理系統(tǒng)在刀模具領(lǐng)用歸還、在線安裝、刃磨(維修)、更換等方面通過職責(zé)分工、鎖機(jī)等技術(shù)手段落實了刀模具管理制度。
作業(yè)計劃進(jìn)入準(zhǔn)備階段后,系統(tǒng)自動對比該作業(yè)需要的刀模具清單及設(shè)備已安裝清單,管理員提前準(zhǔn)備刀模具。刀模具領(lǐng)用時,由管理員錄入編號或掃描條碼,調(diào)機(jī)員安裝完畢后,在MES精益制造管理系統(tǒng)終端上確認(rèn)。刀模具刃磨(維修)達(dá)到設(shè)定壽命后,自動提醒或鎖定設(shè)備,管理員或維修人員確認(rèn)刃磨(維修)或更換操作后,調(diào)機(jī)員再拿回設(shè)備安裝并確認(rèn),方可再次啟動設(shè)備生產(chǎn)。
八、多媒體車間
車間多媒體包括工藝圖紙、設(shè)備操作規(guī)程、注意事項等文件管理,支持文本、圖片、音頻、視頻等多媒體格式。工藝圖紙與產(chǎn)品、工藝綁定,可隨生產(chǎn)計劃直接下發(fā)到指定的機(jī)臺。員工可以在工位上通過物聯(lián)網(wǎng)終端查看當(dāng)前產(chǎn)品的工藝圖紙。
電子圖紙 便捷低碳
車間多媒體以MES精益制造管理系統(tǒng)終端為載體,電子版的工藝圖紙直接傳送到MES精益制造管理系統(tǒng)終端,取代了傳統(tǒng)的紙質(zhì)工藝圖紙,實現(xiàn)了車間無紙化。解決了傳統(tǒng)紙質(zhì)的圖紙容易損壞、遺失、信息泄露的問題。同時,省去了圖紙的收發(fā)管理工作,以及紙張的浪費(fèi)。
落實制度 保證質(zhì)量
紙質(zhì)圖紙在工藝發(fā)生變更之后,原先的圖紙需要收回,新的圖紙需要重新發(fā)放,增加了管理的成本和難度。 如發(fā)生新圖紙沒有及時發(fā)放到位,或原圖紙未全部回收,則員工可能仍原圖紙生產(chǎn),造成批量浪費(fèi)。
微締MES精益制造管理系統(tǒng)在生產(chǎn)計劃下達(dá)時,對應(yīng)的工藝圖紙自動發(fā)放到MES精益制造管理系統(tǒng)終端,生產(chǎn)員工可以隨時查看相應(yīng)的圖紙、操作規(guī)程等文件。工藝變更后,原先的圖紙自動失效并回收,新圖紙自動更新到MES精益制造管理系統(tǒng)終端,并以通知方式提醒員工,可強(qiáng)制要求員工查看更新版本,否則無法啟動設(shè)備生產(chǎn),保證員工及時查看最新產(chǎn)品資料。
操作視頻 傳承知識
制造行業(yè)一線員工流動性大,新員工不按設(shè)備操作規(guī)程進(jìn)行生產(chǎn),導(dǎo)致產(chǎn)品質(zhì)量不合格、設(shè)備損壞。企業(yè)要花費(fèi)大量的人力、物力對新員工培訓(xùn),而且集中式培訓(xùn)的效果不理想。
借助微締MES精益制造管理系統(tǒng),車間管理人員可以錄制設(shè)備操作規(guī)程等視頻,并將視頻文件上傳到MES精益制造管理系統(tǒng)終端,員工可隨時查看相關(guān)的操作規(guī)程,現(xiàn)場模仿視頻中的規(guī)范操作,快速地掌握相關(guān)技能。